
Mit dieser Anleitung lernen Sie sicher wie ein Profi das Gewindeschneiden.
Bevor wir beginnen ein Gewinde zu schneiden oder zu bohren müssen wir uns überlegen, um welche Art von Gewinde es sich handelt.
Darüber hinaus sollte eine grundlegende Überlegung sein, mit welchem Material Sie arbeiten werden. Hier kommen viele Werkstoffe in Frage, von Holz über Metall bis hin zu Kunststoff ist alles denkbar. Hiernach richtet sich auch die Wahl des passenden Werkzeugs, je nach Härtegrad und Materialeigenschaft.
Neben unzähligen verschiedenen Gewindearten unterscheidet man grundsätzlich zwischen einem Außengewinde und einem Innengewinde.
Von dieser Entscheidung hängt auch die korrekte Werkzeugwahl ab. Fangen wir mit dem Innengewinde an.
Beachten Sie, dass es nicht immer notwendig ist ein Gewinde herzustellen, bei beispielsweise Schneidschrauben oder Blechschrauben formt sich die Schraube ihr Gewinde selbstständig in das Blech hinein.
Innengewinde schneiden leicht gemacht
Egal ob es sich um eine Gewindereparatur sprich das Nachschneiden eines vorhanden Gewindes oder das neu erstellen eines Gewindes handelt, für ein sauberes Innengewinde, auch Mutterngewinde genannt, muss man nicht nur den richtigen Bohrer wählen, sondern auch einen Gewindebohrer aussuchen, der dem entsprechenden Gewindetyp entspricht.
Das Kernloch bohren

Der erste Schritt ist es ein Kernloch zu bohren, diesen Vorgang nennt man auch Aufschneiden. Hierbei ist darauf zu achten, dass der Kernlochdurchmesser nicht zu klein ausfällt, da beim Gewindeschneiden mit dem Gewindebohrer das zu bearbeitende Material nach Innen gedrückt wird und sich hiermit der Durchmesser wieder verkleinert.
Wir empfehlen für das Anbohren eine Tischbohrmaschine zu verwenden oder ähnliche Vorrichtung, da nur so ein optimal rechtwinkliges Ergebnis erzielt wird.
Bevor Sie den Vorbohrer ansetzen, sollten Sie die gewünschte Stelle ankörnern mit einem Körner. Diesen halten Sie auf die gewünschte Stelle und geben einen kontrollierten Hammerschlag rauf.
Für das Innengewindeschneiden von ISO-Gewinde in Metall beispielsweise gibt es eine genaue Formel, mit Hilfe dieser Gewindeformel erhalten Sie das exakte Maß, welches Sie zum Vorbohren benötigen.
d= D – P
d ist der Durchmesser in mm also wäre bei M 10 d= 10 mm
D ist der Nenndurchmesser sprich bei M 10 wäre D = 10
P ist die Gewindesteigung, wenn diese 1,25 beträgt wäre P = 1,25 mm
Daraus folgt, der Kernlochdurchmesser ist gleich dem Gewindedurchmesser abzüglich der Steigung.
Das Ansenken

Der folgende Arbeitsgang ist das Ansenken des Materials. Hierfür benötigen Sie einen Versenker. Durch das Absenken am oberen Rand des vorgebohrten Kernlochs erhalten Sie einen sauberen Ansatz für den Gewindebohrer, folglich schneidet er deutlich besser an. Außerdem vermeiden Sie, dass dabei der erste Gewindegang aus der Bohrung rausgedrückt werden kann, die Alternative wäre ein unsauberes Ergebnis.
Das Gewinde bohren

Für den letzten Arbeitsschritt brauchen Sie den passenden Handgewindebohrer und das entsprechende Windeisen. Man kann auch mit einer Knarre arbeiten, allerdings gestaltet sich damit das Gewindebohren deutlich schwieriger.
In der Regel erhalten Sie die Gewindebohrer in einem Set. Dieses besteht aus Vorschneider, Mittelschneider und Fertigschneider. Der Vorschneider schneidet hierbei erstmal nur dünne Rillen in das Material. Die weiteren Schneider vervollständigen nach und nach das Gewinde. Es gibt auch Gewindebohrer, welche alle Arbeitsschritte in einem Durchgang erledigen, diese werden bei Maschinen eingesetzt.
Am besten Sie verwenden bei diesem Vorgang Schneidöl, so erhalten Sie einen reibungslosen Ablauf. Mit dem Schneidöl wird der Gewindebohrer vor dem ersten Einführen eingeschmiert.
Vergewissern Sie sich, dass der Gewindebohrer im rechten Winkel zum Werkstoff steht sprich senkrecht und fest im Schraubstock oder anders gesichert sitzt, da sonst der Bohrer abbrechen kann und drehen Sie den Bohrer langsam und mit Gefühl in das vorgebohrte Loch ein. Halten Sie dabei das Windeisen mit beiden Händen fest, so erhalten Sie die optimale Verteilung der Kraft.
Alle ein bis drei Umdrehungen, können Sie den Gewindebohrer zurückdrehen, so brechen zu lange Späne des Materials ab, das Schneidöl kann nachlaufen und Sie erhalten ein ordentliches und funktionales Gewinde. Die Späne werden mit einer speziellen Messingbürste oder einer alten Zahnbürste entfernt. Diesen Vorgang wiederholen Sie so lange bis Ihr Gewinde fertig ist.
Außengewinde schneiden schnell und einfach
Nun kommen wir endlich zum Außengewinde, welches auch Schraubengewinde (Gegensatz Muttergewinde) genannt wird. Es gibt zwei Arten der Herstellung von Außengewinden, einmal die spanende und die spanlose. Die spanlose Produktion wird mit Walzen oder Rollen angefertigt. In unserer Anleitung beziehen wir uns auf die spanende Methode per Hand.
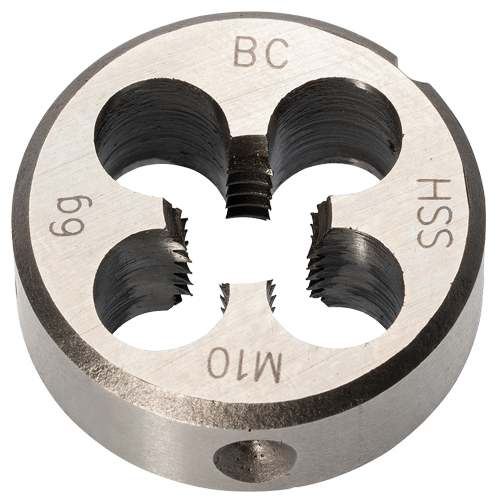
Für das Schneiden von Außengewinden braucht man einen Bolzen bzw. Rundstab, welcher später das Gewinde tragen soll, sowie ein Schneideisen und einen Schneideisenhalter. Setzen Sie das Schneideisen in die vorgesehene Halterung ein und achten Sie darauf, dass die Löcher für die Verschraubung an der richtigen Stelle sitzen. Nun können Sie die Feststellschrauben zu ziehen.
Nun nehmen wir den Bolzen, spannen ihn in einen Schraubstock und feilen die scharfen Kanten konisch an, dadurch entsteht eine Art Kegelkuppe. Hierdurch lässt sich das Schneideisen besonders einfach ansetzen.
Wie schon beim Schneiden des Innengewindes in der vorherigen Anleitung, schmieren Sie das Schneideisen mit Schneidöl ein und drehen Sie es nach jeder vollen Umdrehung eine halbe Umdrehung zurück. Hierdurch brechen die anfallenden Späne ab. Die Späne werden über die Ausbuchtungen mit der Kleeblattform, welche man als Spanlöcher bezeichnet vom Rundstab weggeführt. Besonders wichtig ist es wieder die Halterung mit beiden Händen zu halten und natürlich das Ganze senkrecht zum Bolzen.
Ob Ihr Gewinde funktioniert, können Sie ganz einfach mit einer Mutter testen.

alter sau geil
Danke 🙂
Danke